 |
 |
 |
 |
 |
 |
|
|
|
|
|
|
研磨傷を効率よく消すコツ |
|
||
『研磨傷を効率よく消すコツ』
咬合調整などをした後、 当然研磨の必要性がありますよね。
そんな研磨の手順ですが、基本的には ダイヤモンドポイント ↓ 目の荒いシリコンポイント ↓ 目の細かいシリコンポイント ↓ ルージュなどの滑沢研磨材 といったように、段階的に艶を出していくのが一般的です。
ここでダイヤモンドポイントからいきなりルージュまでスキップしても、 効率的に研磨が出来ないことは経験からしても明らかでしょう。
さて何度も研磨と言っていますが、 そもそも研磨とは、何をどういう状態にすることを言うのでしょう。
そんなの、磨いてツヤを出すことに決まってるじゃん!
……まぁその通りなのですが、もう少し掘り下げて。
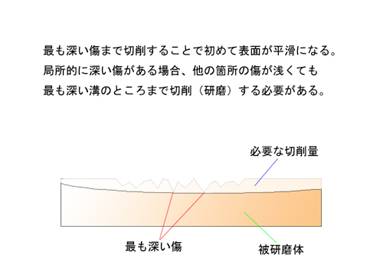
研磨とは、 被研磨体の表面に凹凸(傷)がある場合、 凹部の最も深い部分まで表層を切削し、平らに慣らすことを言います。
つまり、 傷が深ければ深いほど、より多く表面を切削しなければツヤは出ません。
そしてなるべく効率的に研磨を行う為には、最凹部(最も深い傷)の底を更に削ることなく、 切削が最凹部に到達したところでぴったり止める必要があります。
つまり、最凹部をそれ以上深く削ると、それだけムダが生まれてしまうのです。
結論から言って、効率よく研磨を行う為には、 縦方向の傷は横方向に、 横の傷は縦方向に。 交差するように研磨するのが肝要です。 (実際には艶出しとなれば、多方向からガシガシ研磨をするのですが…)
なぜ縦方向の傷に対して、縦方向に研磨をしてはいけないのでしょう。
それは傷の最凹部を広げてしまったり、より深く切削してしまう場合が多いからです。
例えば、切削材であるシリコンポイントには削力を向上させる為、 各種砥粒が練り込まれています。
実はこの砥粒のサイズは一定ではなく、ある程度ランダムです。 当然、砥粒が大きければ深い傷を形成しますし、砥粒が小さければその逆です。
そして基材であるシリコンはとても柔らかいですから、 使用するごとに基材(シリコン)から先に摩耗し、 むき出しになった砥粒部分で研磨していることになります。
つまり、 シリコンポイントの表面には大きさのランダムな砥粒が無数に並び、 想像以上に「ギザギザ」しているわけです。
当然、被研磨体も表面に傷がある以上、「ギザギザ」しています。
ギザギザした表面に対し、同一方向からギザギザしたもので削れば、 深い傷がより深くなったり、浅い傷を深く削り込んでしまう箇所も必然的に出てきます。
場合によっては深い傷と浅い傷の段差を拡大し、緩やかに凸凹したままツヤが出てしまう、 といった不具合も生じやすいのです。
特に小さな切削ポイントにおいて顕著で、 レーズバフのような巨大な切削材では問題になり難いのも特徴です。
もちろん段階的研磨をすれば、一つ前の研磨ポイントより トータルして砥粒が細かいものを使いますので、時間をかけることで滑沢研磨は可能です。 しかし、有体に言って効率が悪いです。
本来5ミクロン削れば平滑に出来たはずの傷が、6~7ミクロン削る必要が出てくる、 といった不具合が生まれてしまうのです。
当然これが咬合調整であれば、 必要以上に咬合高径を低下させてしまう可能性も内包しています。
咬合調整にしろ、表面研磨にしろ、回転切削を行う以上、 傷の方向と回転方向に注意したほうが良いことは、 覚えておいて損はないでしょう。
ライター 髙瀬 直
|
||